Poly Pipe Welding Calculator
Estimate butt-fusion and electrofusion timing, heater plate temperature checks, heat soak, bead size, cooling time, fusion pressure, and total joint time for farm water and irrigation poly pipe work.
Use the calculator as a planning aid only. Final fusion settings must come from the pipe, fitting, machine, utility specification, and approved joining procedure.
Poly Pipe Welding Estimate
Enter pipe size, fusion method, timing, temperature, and joint count to estimate the welding plan.
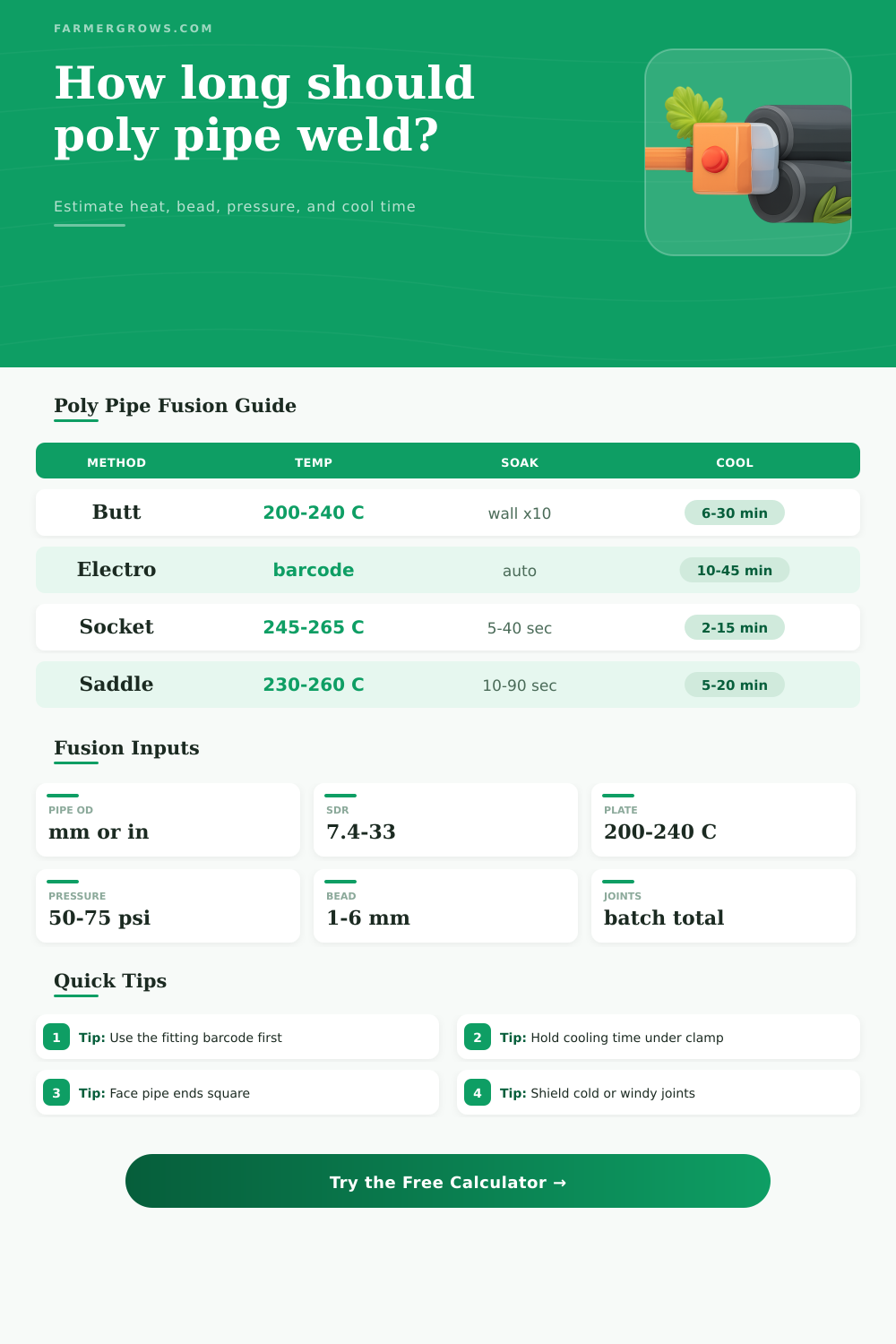
The grid compares the entered pipe against common SDR choices and the selected fusion method. Pressure ratings vary by material, temperature, and standard.
| Pipe wall thickness | Heat soak planning range | Cooling under pressure | Bead and pressure note |
|---|---|---|---|
| 3 to 6 mm wall | 35 to 70 seconds | 6 to 8 minutes | Small uniform bead; keep pressure steady after joining. |
| 6 to 10 mm wall | 70 to 110 seconds | 8 to 12 minutes | Target 1.5 to 3 mm bead before final fusion. |
| 10 to 16 mm wall | 110 to 180 seconds | 12 to 18 minutes | Use hydraulic pressure from face area and machine drag. |
| 16 to 25 mm wall | 180 to 280 seconds | 18 to 28 minutes | Longer wall needs protected cooling and careful alignment. |
| Over 25 mm wall | 280 seconds and up | 28 minutes and up | Follow a qualified project procedure and machine data logger. |
| Coupler OD range | Fusion time source | Typical cooling hold | Field control point |
|---|---|---|---|
| 20 to 63 mm | Barcode or fitting tag | 10 to 20 minutes | Scrape fully, clean, mark insertion depth, and clamp. |
| 75 to 125 mm | Barcode or manual entry | 20 to 30 minutes | Keep pipe roundness and coupler gap within fitting limits. |
| 140 to 225 mm | Control box program | 30 to 45 minutes | Use alignment clamps until cooling time has expired. |
| 250 mm and larger | Manufacturer procedure | 45 minutes and up | Record voltage, time, ambient temperature, and fitting code. |
Electrofusion time is not calculated from wall thickness alone. The fitting barcode or tag is the controlling source.
| SDR | Wall relationship | Fusion effect | Typical farm use |
|---|---|---|---|
| SDR 7.4 / 9 | Very thick wall | Longer heat soak and cooling time | High pressure service where specified. |
| SDR 11 | OD divided by 11 | Common butt-fusion planning baseline | Pump headers, mains, and pressure laterals. |
| SDR 17 | OD divided by 17 | Lower interface area and lower fusion force | Buried irrigation mains and transfer lines. |
| SDR 21 / 26 | Thinner pressure wall | Shorter timing but easier to ovalize | Lower pressure water transfer when allowed. |
| SDR 33 | Thin wall | Needs strong alignment and handling control | Drainage or low pressure uses where rated. |
| Check item | Planning target | Warning sign | What to adjust |
|---|---|---|---|
| Heater plate face | 200 to 240°C for many HDPE butt procedures | Dull or scorched melt face | Verify thermometer, clean plate, and target band. |
| Initial bead-up | About 1 to 6 mm depending on wall | Uneven bead around pipe | Reface, realign, and check drag pressure. |
| Changeover time | As short as the procedure allows | Melt skin cools before joining | Stage heater removal and pipe closure before heating. |
| Cooling restraint | Clamp until cooling time expires | Joint moved while soft | Add support blocks and delay handling or pressure test. |
| Electrofusion prep | Scrape, clean, mark, clamp | Indicator missing or pipe backs out | Redo prep and follow fitting fault code guidance. |
Poly pipe welding is used for farm and irrigation work. Poly pipe joints must not leak, and someone who perform this task must understand how long the joint of poly pipe will take to cool before it can be trusted. The time for poly pipe joints to cool will depend on the thickness of the wall of the poly pipe, the ambient temperature in the environment in which poly pipe is being welded, the method used to fuse the poly pipe joints, and the amount of time that the poly pipe is restrained after fusion.
If the individual welding poly pipe does not manage these variables, then the poly pipe joints will fails. The calculator will mathematically compute the time that poly pipe joints will require to cool once the individual who is performing this task enters the size and thickness of the wall of the poly pipe to be welded. Additionally, the individual must enter the SDR value (ratio of the outer diameter to the wall thickness) of the poly pipe and the fusion method that will be used to join the poly pipe segments.
How Long Poly Pipe Joints Take to Cool
Based on these entries, the calculator will display the heat soak time that is required for the poly pipe joints, the cooling time for which the welded poly pipe joints must be clamp, and the total time for which each batch of poly pipe joints will take to set and cool. These times are only estimates for poly pipe welding, but they will provide the individual with an idea of how long each joint will take to set and cool. Planning the time required for poly pipe joints to cool is part of the planning that prevents the work from taking up to much of an individual’s overtime hours.
The butt fusion method is used for welding joints that feature straight lengths of poly pipe of the same diameter. In the fusion of the two ends of the poly pipe, the butt fusion method heats the two ends of the poly pipe, brings them together under heat and pressure, and holds those two ends together until the melt section of the poly pipe solidifies. The longer the poly pipe’s wall thickness, the longer that the heat will need to soak into the poly pipe to allow the melt zone to solidify.
The same factor impacts the cooling time for the poly pipe segments. Both these factor are taken into account in the calculator in the form of a material factor that calculates the difference in the behavior of poly pipes of different materials. The pressure field on the calculator will convert the force that is targeted between the two ends of the welded poly pipe into the hydraulic pressure gauge that is needed.
Additionally, the reading from the gauge will need to be increased by the amount of drag on the carriage of the poly pipe fusion machine. Applying too much pressure will force the melt portion of the poly pipe to emerge from the joint, and applying to little pressure will result in the creation of a cold joint. Electrofusion is another method for welding poly pipe segments.
Unlike butt fusion, electrofusion does not use a heater plate to weld the two ends of the poly pipe. Instead, a resistance wire is embedded in the fitting that will be joined with the end of the poly pipe. A control box and a barcode on the electrofusion fitting manage the timing for electrofusion welding methods, as opposed to using the formula based on the thickness of the poly pipe wall.
Electrofusion methods will still use the welding time calculator to determine when the welded poly pipe joints will need to be clamped while they cool. Cold weather will affect the cooling period for electrofusion joints. It is useful for poly pipe fusion planners to know how many extra minute that each joint will require for welding during cold weather.
If poly pipe welding crews plan to complete the same number of joints during cold winter months as in the warm summer months, the crews will likely find themselves completing the work in the dark after the sun sets. The socket and saddle methods of joining poly pipe segments are used for situations in which the poly pipe segments are small in length and in which additional outlets need to be added to an existing poly pipe line without having to shut the line down. Both of these methods take shorter periods of time to heat the poly pipe ends due to the shorter lengths of poly pipe that are to be joined together.
However, the cooling time for these methods also depends upon the length of poly pipe that will need to cool before the outlet can be trusted. The welding time calculator allows individuals to switch from butt fusion to socket or saddle methods. This can be beneficial in situations in which only saddle methods of joining poly pipes will be needed for a job site.
The variables at the worksite that will affect the outcome of poly pipe fusion joints will differ from those depicted in the reference tables on this calculator page. For example, wind can affect the amount of heat that is delivered to the poly pipe ends. Poly pipe joints have poly pipe faces that can become covered in dust that weakens the weld in the poly pipe months after fusion.
Additionally, if the poly pipe segments have become oval in shape during storage and transportation, extra pressure will need to be applied to the poly pipe joints to push the two ends into alignment. Any alterations to the joint that require extra pressure will affect the interfacial pressure calculations of the welding time calculator. These variables will move the setting of poly pipe fusion joints away from the estimates provided by the calculator.
The calculator will provide an estimate for the time required for poly pipe fusion joints to set and cool, but any additional time for these variables should be added to that estimate. Ambient temperature will have an impact upon the setting of poly pipe fusion joints. Poly pipe acts as a heat sink from the environment in which it is set up.
When the ambient temperature drops, the poly pipe will draw heat energy from the melt zone of the poly pipe joint. The welding time calculator will lengthen both the soak time and cooling time of poly pipe joints according to the drop in ambient temperature, but the calculator will not account for the additional time that will be required to keep the poly pipe joint shielded while the poly pipe fusion crews perform their work. High ambient temperatures will make the melt portion of the poly pipe remain in a softened state for extended periods of time.
If the crews prematurely release the clamp on the poly pipe segments, the poly pipe will develop distorted beads at the site of the fusion of the poly pipe ends and fail under pressure at points of application. The reference tables contained on this calculator page show the variables of the poly pipe fusion process. These tables include information regarding the cool down times for poly pipe segments of varying thickness.
The tables also feature information regarding electrofusion cool down times for poly pipe joints of varying sizes. These tables allow individuals to understand whether the values that they enter into the calculator are normal for poly pipe joints or whether those values may indicate the need for the poly pipe fusion crews to check the specification of the poly pipe and joints that are to be fused. Additionally, the tables show information regarding the behavior of poly pipe joints of a given outer diameter but of varying thickness.
The thinner the wall of the poly pipe joint, the lower the area of interfacial force between the two ends of the poly pipe. Thus, the total force of the joint will be less than thicker walled poly pipe segments. Consequently, a poly pipe fusion crew will need to adjust the hydraulic pressure gauge reading to reflect the change in total force.
Most poly pipe fusion crews understand the importance of ensuring that the ends of the poly pipe segments are square and that the faces are clean. These factors will have an impact upon the time required to fuse the poly pipe joints. For instance, if the cut ends feature a step or ledge in the ends of the poly pipe segments, the poly pipe will have to fuse over the change in the poly pipe ends.
Any delay in fusing the two ends of the poly pipe will allow the melt zone of the poly pipe to cool. Thus, the quality of the end faces and the length of the poly pipe segments will impact the setting time for poly pipe fusion joints. While the poly pipe fusion time calculator cannot assess the quality of the faces of the poly pipe segments, the production time for the poly pipe fusion crews will assume that the poly pipe will fuse well over any small steps in the ends of the poly pipe segments.
However, the longer that the crews take to set up the poly pipe segments, the more time will be required to complete the fusion of the two ends. The final poly pipe joint that is welded during the day will have the same cooling requirement as the initial poly pipe joint that is welded. If the welding time calculator shows that eight poly pipe joints will take four hours to cool, then the four-hour cooling time accounts for the cooling time for all eight joints.
If the poly pipe fusion crews finish the last joint but must begin backfilling the joint, then the crews may find that the joint features a pinhole leak in the poly pipe. The time during which poly pipe joints cool is not something that the fusion crews can negotiate. Even after the poly pipe joints have cooled, the crystalline structure of the poly pipe joint will continue to set.
Planning tools will help poly pipe fusion crews to avoid surprises during their work. However, no planning tools can entirely replace the knowledge and qualified procedures of the poly pipe fusion crews. The time calculations provided by the calculator will allow the poly pipe fusion crews to determine the number of clamps and the number of workers that will be required to complete the job in the time that has been estimated by the calculator.